Introduction
Industry’s expectations for metal passivation, plant availability and reliability are continually evolving. The future holds challenging operational and modern plant design configurations, erratic cyclic operation, and stricter environmental and safety regulations; all of which are placing an increasing demand on asset availability, while burdening conventional treatment options. For decades, reduced-treatment performance and declining expectations have fueled complacency as the new norm. An unfortunate disconnect exists between a client’s expectations for their plant protection and the vendor treatment options available today.
A client’s inferior operational reliability is often the direct result of poor cycle chemistry. Conventional cycle chemistry innovation and performance development has stalled. Conventional chemistries also have defined limitations. These treatment limitations result in inadequate metal protection, chemistry-related utility failures, downtime, forced outages and high-maintenance costs.
In an attempt to fill the void left behind by these conventional inorganic treatment limitations, an increasing focus has shifted to “alternative” organic chemical treatment programs. Some of these organic treatments offer limited improvements, however, they were renounced decades ago due to growing evidence of their chemistry-related failures.
Today, new plant designs and operational challenges have caused a revival, re-branding and deceptive promotion of many of these old organic treatment options, including neutralizing amines and film forming amines (FFAs). The substantial constraints and negative reputations of these organic treatments remain unchanged, leaving industry once again searching for a solution.
Anodamine
Anodamine’s technology has evolved through extensive collaboration with industry to develop an environmentally compatible, fully OEM-compliant chemistry that not only meets, but surpasses current and future asset metal protection demands.

 How does it work?
How does it work?
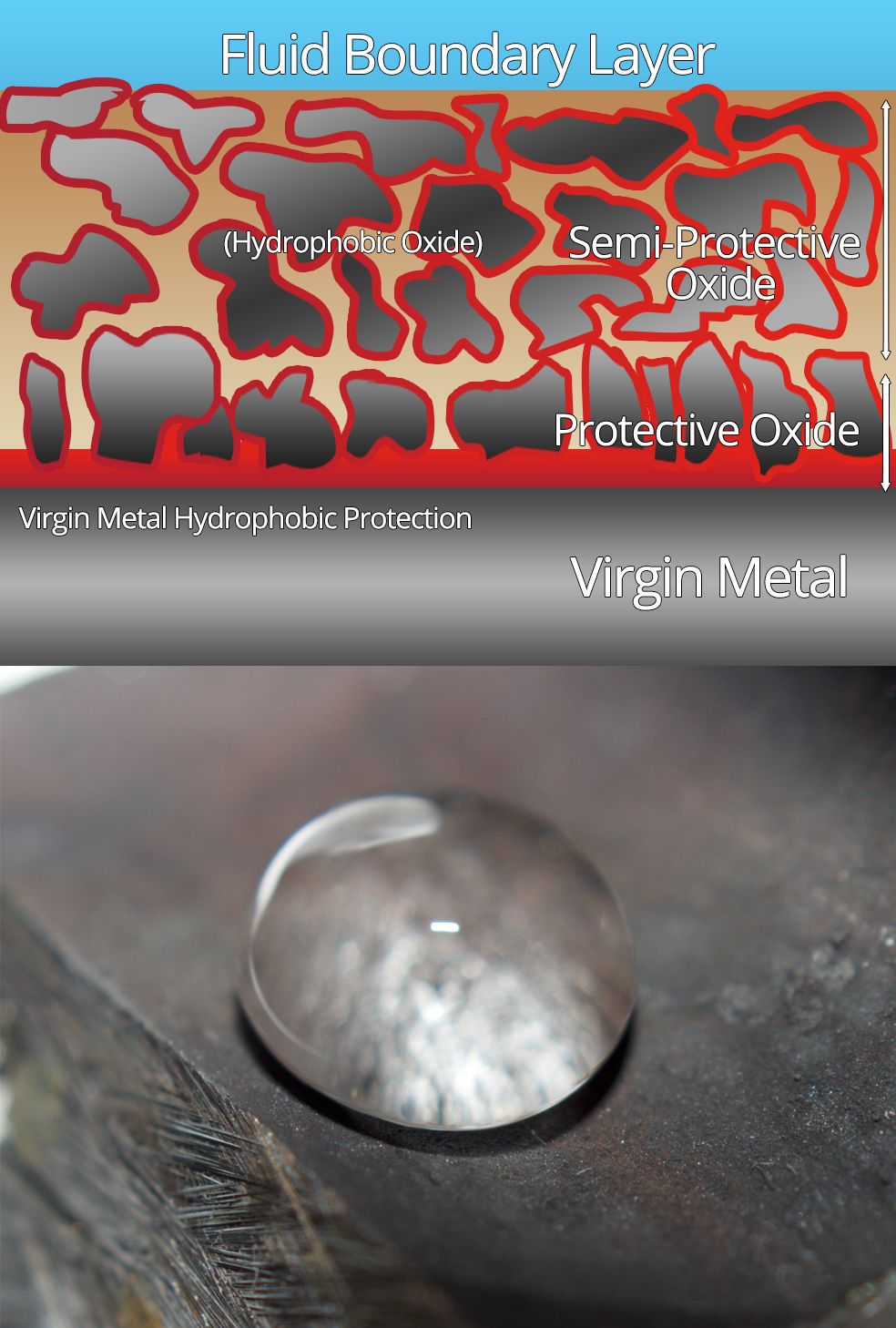
Anodamine has a molecular orientation and functionality/architecture that allows it to permeate through existing oxide layers (SPPO & NPPO) until it reaches the non-porous protective oxide to base metal interface. The polarization and electron density that exists at this interface causes the selective attraction for Anodamine. Virgin metal protection occurs within 24 hours of dosage.
Electrochemical Isolation
Through its selective nature, Anodamine specifically targets virgin metal surfaces to form a protective barrier. In result, an electrochemical isolation of the anode occurs and the corrosion process is terminated.
The Different Stages of Protection
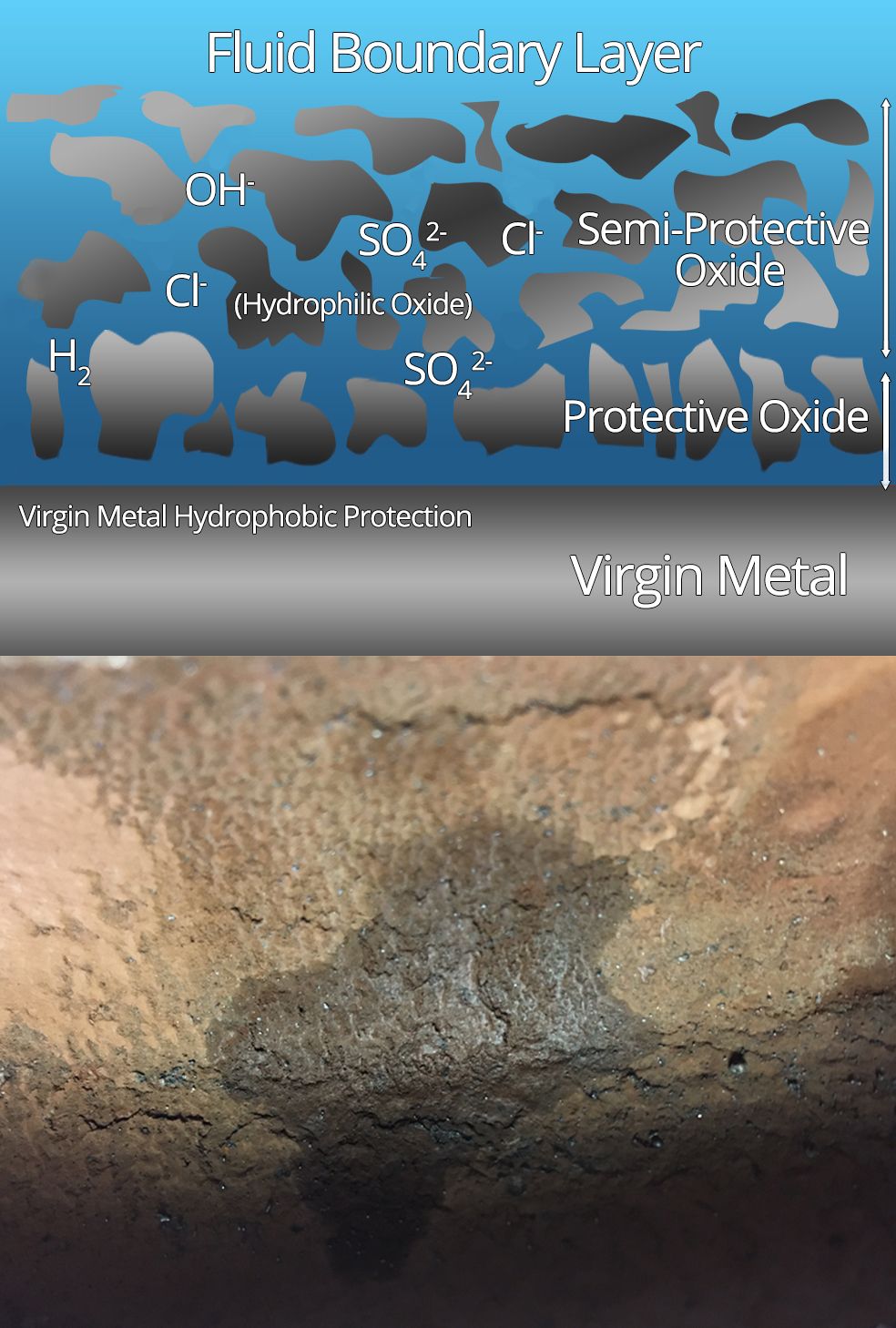
No Protection
No Anodamine is present in the cycle. All oxide layers are hydrophillic.
A list of problems plague the cycle and compromise safety of plant personnel including F.A.C., higher boiler cleaning frequencies, increased fuel and water usage, increased maintenance costs, poor availability and reliability, and many more.
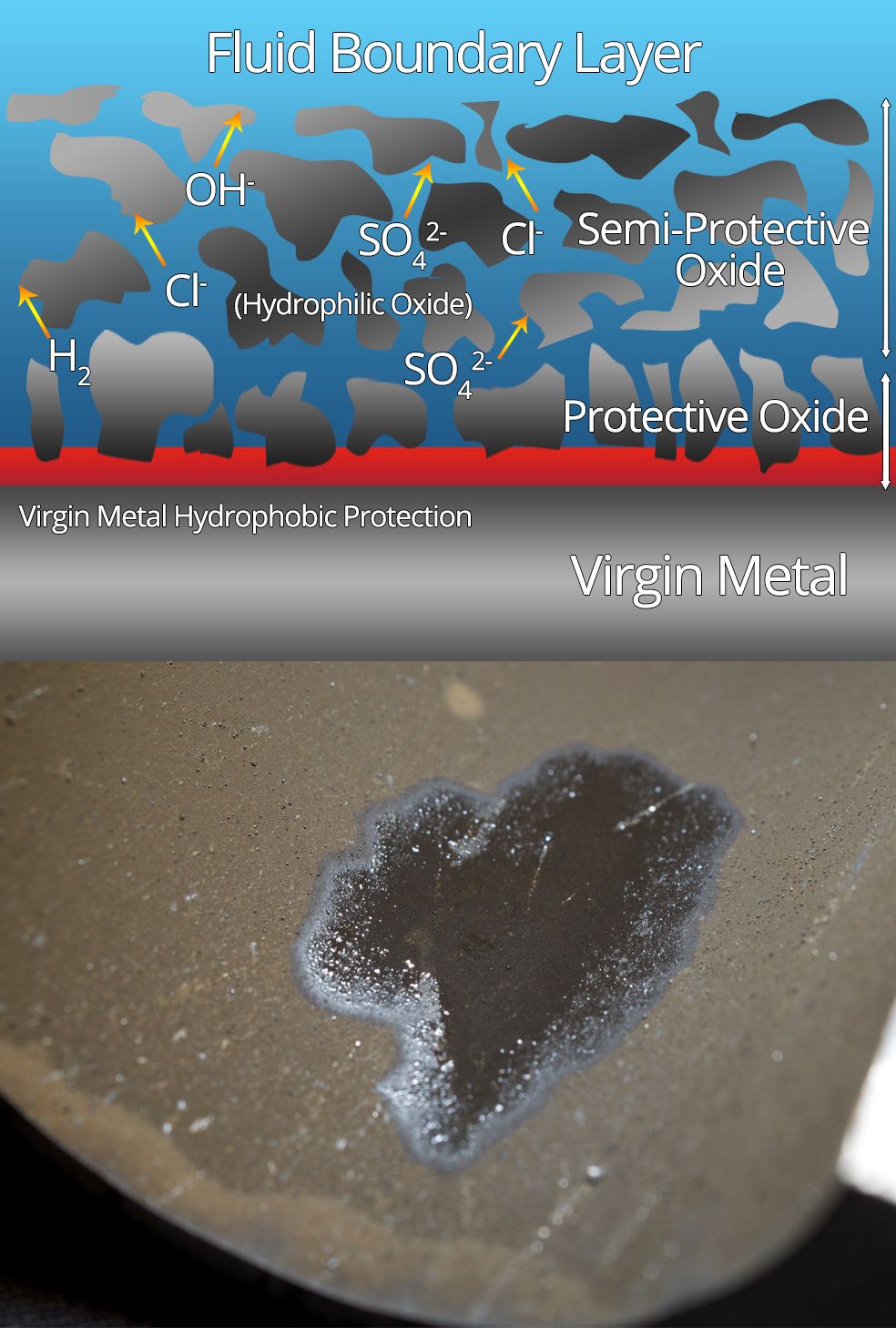
Stage 1
During the initial stage of dosage, Anodamine pearmeates through the oxide layers to virgin metal. In this process, the cycle is cleaned as previously trapped inorganic contaminants are released, known as cycle clearance. In result, a temporary cation conductivity change occurs. Within 24 hours, base metal protection and hydrophobicity occurs.
- Anodamine Permeation Through Oxide to Virgin Base Metal
- Cycle Clearance – Release of Trapped Inorganics, (Cation Conductivity Change)
- Limited Visual Oxide Hydrophobicity
- Virgin Metal Protection & Hydrophobicity
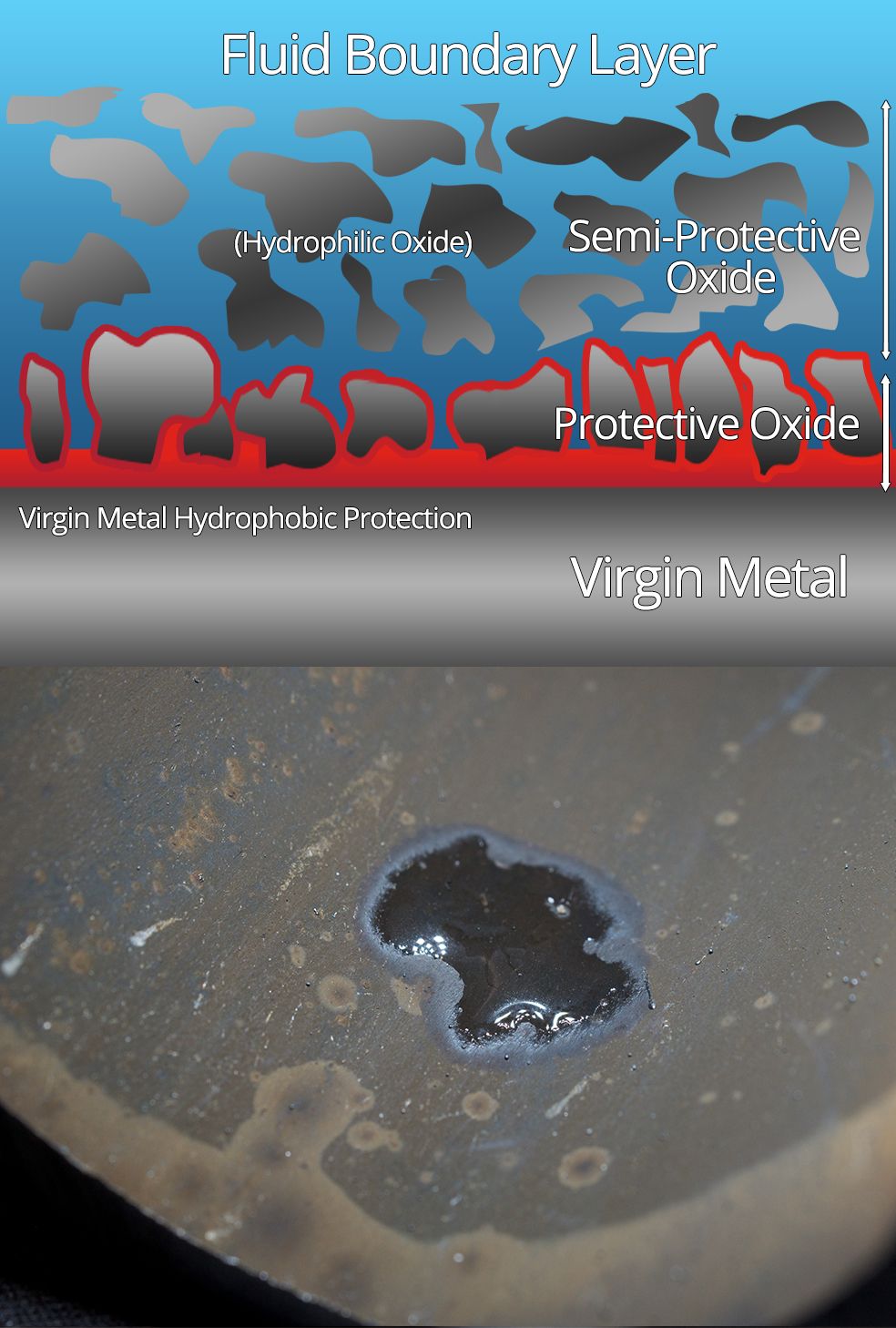
Stage 2
The second stage of Anodamine protection includes hydrophobic properties imparted to the virgin metal as well as hydrophobic consolidation of NPPO oxides. Complete release of inorganic contaminants from the oxide signifies the end of stage 2 and the beginning of stage 3. Semi-porous protective oxides remain hydrophillic, often noticed through water-bleeding and falsely confused as representation of a lack a protection
- Transformation of Surface Oxides
- Cycle Clearance Decreases
- Partial Semi-Porous Protective Oxide Hydrophobicity
- Virgin Metal Protection & Hydrophobicity
Stage 3
The final stage of Anodamine protection occurs when cycle clearance has been terminated with no more inorganic contaminants left in the oxide layer. There is an unrivaled metal protection with hydrophobic properties seen throughout the virgin metal, non-porous protective oxide, and semi-porous protective oxide layers. The time to reach stage three is dependent on oxide thickness and exposure to Anodamine.
- Semi-Porous Protective Oxide Free of Inorganic Contamination
- Cycle Clearance Terminated
- Complete Virgin Metal, All Oxide Layers Hydrophobicity
- Virgin Metal Protection & Hydrophobicity

No risk in over-dosing
There are no risks of blockages, waxy deposits, buildups or any negative effects of over-dosing Anodamine. Accidents occur--know that your plant is not at risk from over-dosing when they do.
Conventional film-forming amines are known to be plagued with blockages and waxy "gunk" balls when over-dosed. Pair this problem up with the need to use neutralizing amines for solubility issues and there are significant risks for formation of waxy "gunk" balls in attempt to control pH and protect metal.